惠州鍋爐廠家17.5MW燃?xì)猸h(huán)保鍋爐選型
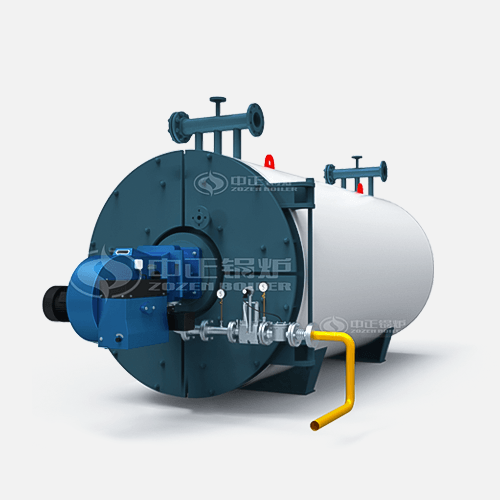
鍋爐廠家17.5MW燃?xì)猸h(huán)保鍋爐,燃煤導(dǎo)熱油鍋爐本體部分,中正鍋爐使用優(yōu)質(zhì)保溫材料和特殊施工工藝,盡可能降低熱損失同時,采用了先進(jìn)的結(jié)構(gòu)形式,優(yōu)化輻射受熱面,在燃燒室內(nèi)降低煙氣粉塵的形成及排放此外,有效清灰結(jié)構(gòu)的設(shè)置,方便了鍋爐的維護(hù)、運(yùn)行及清理。
工業(yè)鍋爐是橡膠行業(yè)中主要動力設(shè)備,應(yīng)用于橡膠壓延、硫化、干燥等眾多工藝。從能耗構(gòu)成看,鍋爐設(shè)備燃料消耗占企業(yè)總能耗的70%。由此可見,引進(jìn)節(jié)能環(huán)保鍋爐,有利于提高燃料利用率,降低鍋爐運(yùn)行成本,切實(shí)實(shí)現(xiàn)節(jié)能降耗的目的,是橡膠企業(yè)提高經(jīng)濟(jì)性的主要渠道之一。
冷凝式鍋爐按照燃料低位發(fā)位量為基準(zhǔn)計(jì)算,整體效率可比傳統(tǒng)的鍋殼鍋爐高出10%~17%。排煙溫度可降至50℃~70℃。冷凝式鍋爐不僅節(jié)省能源,而且在冷凝煙氣中的水蒸氣的同時,可以除去煙氣中的有害物質(zhì),又可回收可觀的水量,具有節(jié)能、節(jié)水、環(huán)保等特點(diǎn)。冷凝式鍋爐在國外應(yīng)用已相當(dāng)廣泛。
鍋爐廠家17.5MW燃?xì)猸h(huán)保鍋爐,當(dāng)前,我國經(jīng)濟(jì)已由高速增長轉(zhuǎn)向高質(zhì)量發(fā)展階段,正處在轉(zhuǎn)變發(fā)展方式、優(yōu)化經(jīng)濟(jì)結(jié)構(gòu)、轉(zhuǎn)換增長動力的攻關(guān)期,建設(shè)現(xiàn)代化經(jīng)濟(jì)體系是跨越關(guān)口的迫切要求和我國發(fā)展的戰(zhàn)略目標(biāo)。國家統(tǒng)計(jì)局最近發(fā)布的數(shù)據(jù)顯示,2015 年至2017年我國經(jīng)濟(jì)發(fā)展新動能指數(shù)分別為123.5、156. 7、210.1,分別比,上年增長23.5%、26. 9%和34.1%,呈逐年加速之勢。
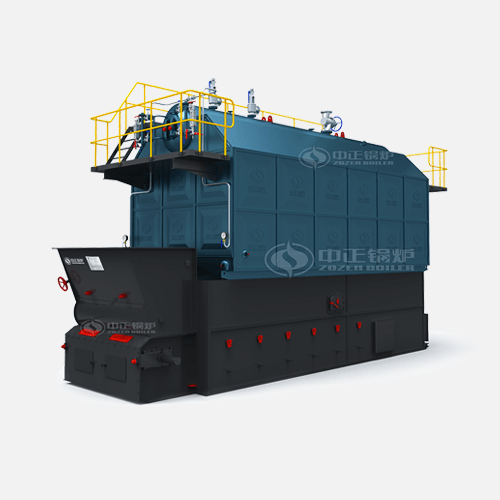
新-代循環(huán)流化床鍋爐-高溫分離循環(huán)流化床鍋爐。此鍋爐具有以下特點(diǎn): 鍋爐爐膛設(shè)計(jì)較低流化速度和合理- -、二次風(fēng)配比,保證了鍋爐的燃燒效率。采用了先進(jìn)的蘑菇形風(fēng)帽保證布風(fēng)的可靠性。采用國際通用的具有自平衡特性的U形閥從而確保物料循環(huán)可靠。獨(dú)特的床下油槍電子點(diǎn)火的安全可靠性保證鍋爐點(diǎn)火成功率100%。結(jié)合百余臺循環(huán)流化床的實(shí)際運(yùn)行經(jīng)驗(yàn),采用多種完美的防磨措施,保證鍋爐的使用壽命。膜式壁結(jié)構(gòu)和爐體全懸吊結(jié)構(gòu),徹底解決了一般循環(huán)流化床的泄漏問題。合理、富裕的受熱面布置,保證了鍋爐的超負(fù)荷能力及最佳的脫硫溫度,完全滿足國家環(huán)保要求。

鍋爐廠家17.5MW燃?xì)猸h(huán)保鍋爐,燃煤鍋爐節(jié)能環(huán)保改造1、燃煤鍋爐輸煤裝置改造;2、燃煤鍋爐煙氣余熱回收,利用熱管換熱技術(shù);3、鍋爐內(nèi)壁噴涂節(jié)能材料,顯著提高爐膛內(nèi)的熱傳遞效果,減少黑油排放,節(jié)約燃料消耗5~35%,投資不多,效果很好。4、燃煤鍋爐富氧燃燒技術(shù)。使燃料燃燒的更加充分,同時,降低空氣過剩系數(shù),減少燃燒后的煙氣排放量,提高火焰溫度和降低排煙黑度,實(shí)現(xiàn)節(jié)能5%~15%,提高鍋爐出力10%以上。5、使用鍋爐自動清灰技術(shù)。清灰效果好、吹灰徹底、不留死角、運(yùn)行成本極低、投資效益很高的特點(diǎn),全自動高效激波吹灰器深受用戶歡迎,是燃煤、燃油、燃?xì)忮仩t和窖爐除灰的優(yōu)秀選擇。

制藥廠在加工、制藥的過程中需要大量的蒸汽對藥品殺菌、固型等,那么蒸汽鍋爐是必不可少的設(shè)備。因此,對蒸汽鍋爐的選擇也會提出更高要求。
近年來,中正鍋爐進(jìn)行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機(jī)械焊、自動焊進(jìn)行生產(chǎn)。充實(shí)更新了大量的進(jìn)口自動焊接設(shè)備,實(shí)現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動化。同時在焊接過程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過嚴(yán)格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。